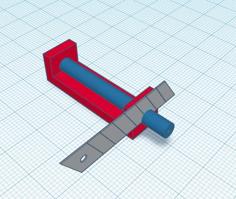
The zero play guide bar system is a huge benefit for anyone making and using jigs in a climate where conventional wood guide bars will expand and contract. I will use this with my table saw miter slot but you may find it useful with your band saw or router table.
Microjig has devised a nice solution https://www.microjig.com/products/zeroplay
I relied upon the users manual to inform my design and hardware choices.
https://s3-us-west-2.amazonaws.com/microjig-ecommerce-staging/uploads/resources/files/ZEROPLAY-User-Manual.pdf
This current model has adjustability to fit slots from 0.688-0.774in (17.5-19.7mm)
STL UNITS ARE IN INCHES
Each guide piece is 8.94" (227mm) long. One guide set will fit diagonally on a 200mm x 200mm build plate.
There are two configurations for this design. One uses heat-set inserts, one uses a little bit longer fasteners into low-profile hex nuts.
BOM
--- For Assembling the bars for heat-set insert configuration ---
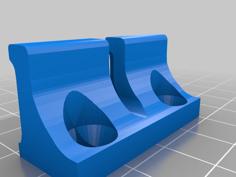
2 - top_V2_in.stl prints
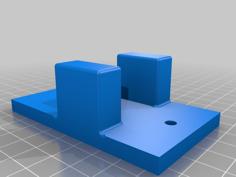
2 - base_in.stl print
12 - 8-32 thread size, 0.185" installed length heat-set inserts for plastics (mcmaster: https://www.mcmaster.com/#93365a140/=1c5hk4f)
6 - 8-32 thread 3/16" long button head hex drive screws (mcmaster https://www.mcmaster.com/#91306a264/=1c5hkqt)
--- For Assembling the bars for hex nut configuration ---
2 - top_V2_nuts_in.stl prints
2 - base_nuts_in.stl print
12 - 8-32 thread size Narrow Hex Nut
(https://www.mcmaster.com/#90760a009/=1ccrera)
6 - 8-32 thread 1/4" long button head hex drive screw
(https://www.mcmaster.com/#91255a190/=1ccrmoc)
--- For Assembling the METRIC bars for heat-set insert configuration ---
12 - M4 heat set inserts (https://www.mcmaster.com/#94180a351/=1cjbptu)
6 - M4 x 0.7mm thread - 5mm long button head hex drive screws (https://www.mcmaster.com/#91239a136/=1cjbqk5)
2 - base_metric_mm.STL (STL UNITS IN MILLIMETERS)
2 - top_V2_metric_mm.STL (STL UNITS IN MILLIMETERS)
--- For attaching the bars to your specific jig ---
6 - 8-32 thread 1/2" long* pan head screw (mcmaster https://www.mcmaster.com/#91735a194/=1c5hman)
6 - #10 flat washer (mcmaster https://www.mcmaster.com/#92141a011/=1c5hmtj)
To adjust, you will need a 3/32" allen wrench
Follow the user guide (linked above) for the setup/installation. I did NOT create a stop piece for setup, as you can easily use a clamp and scrap materials to the same effect.
After printed parts were removed from printer, I used some sandpaper to touch-up the long faces of my prints (there was a little deformation around the knit line). I also suggest that you flatten the bottom face after installing the inserts as material will swell around the holes on the underside.
*This length with change depending on how thick the base plate of your jig is or how deep you're counterboring into that material.
| 91255A189_ALLOY_STEEL_BUTTON-HEAD_SOCKET_CAP_SCREW.SLDPRT | 428.2KB | |
| 91255A190_ALLOY_STEEL_BUTTON-HEAD_SOCKET_CAP_SCREW.SLDPRT | 483.4KB | |
| 93365A140_BRASS_HEAT-SET_INSERT_FOR_PLASTICS.SLDPRT | 747.1KB | |
| base.SLDPRT | 132.9KB | |
| base_in.stl | 1.5MB | |
| base_metric_mm.stl | 1.5MB | |
| base_nuts.SLDPRT | 164.6KB | |
| base_nuts_in.stl | 1.5MB | |
| top_V2.SLDPRT | 187.8KB | |
| top_V2_in.stl | 806.7KB | |
| top_V2_metric_mm.stl | 1.8MB | |
| top_V2_nuts.SLDPRT | 196.3KB | |
| top_V2_nuts_in.stl | 806.7KB | |
| zero_play_assembly.SLDASM | 627.5KB | |
| zero_play_assembly_nut.SLDASM | 614.6KB |