VERSION 1.2 (Added 69mm for DeWalt Routers and .step and fusion 360 files)
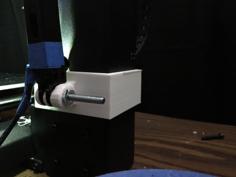
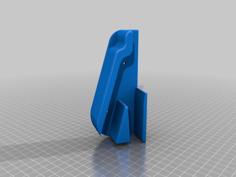
This is an adapter to allow the use of the common Roland cutter head style of vinyl cutter to the Makita (Or Carbide derivative brand -65mm) router head. The spring loaded head allows the cutter body to maintain a constant pressure on the vinyl which keep the precision distance of the cutter head constant.
COMPONENTS
3D printed parts (I used ABS but any rigid material should be fine)
Roland Liyu Style cutter head (12mm) and desired cutters
I got mine here:
Quarter-inch bolts: 2" (x2), 1-1/2 (x1), washer (x1), wing nuts (x3)
Springs: May have to experiment - ID greater than 0.25 in, OD less than 0.4 in. The springs should be able to slide past the threads without binding. I cut one in half.
Glue: Depending on how you print the piece you may need to glue to parts together. If you use abs you can glue with acetone melting.
PRINTING
The body has inset holes for the spring loaded bolts. Though not totally needed for clearance, it makes the adjustment of spring tension easier. Depending on your printer you may be able to print with supports or make a cut and glue two pieces together.
ASSEMBLY
The guides for the cutter head need to be processed for a precise fit. I disassembled the aluminium cutter body and using a drill, spun the metal in the plastic until it heated enough to give a good fit. I found spray silicon lubricant perfect to ensure good movement once the guides where fitted.
If you cut a spring in half - place the cut end up, toward the wing nuts to prevent the free wire end from jamming the pressure plate.
SOFTWARE
I use carbide create with decent results. For the tool path use the lowest depth of cut of 0.001" and a retract height around 0.5". For small features, an extra pass will prevent small tabs from forming. This can be done with two passes, again at 0.001" each.
HARDWARE
I have found that each sample of vinyl can be a slightly different thickness. The ideal cut is just nicking the underlying wax paper without cutting all the way through. This is easier to adjust by taking the cutter off the router and making sample passes by hand on a spare piece. The adjustment can take a few tries to get exact. Set your zero in the Z direction with about 1-2mm of spring preload - this will compensate for any deviation in trueness on your waste board.
Feedback welcome
| DragKnife2.0.f3z | 2.6MB | |
| DragKnife2.0.step | 351.4KB | |
| VinylCutterBody_69mm_v0.1_Untested.stl | 291.3KB | |
| VinylCutterBody_v1.0.stl | 294.4KB | |
| VinylCutterPressurePlate_v1.0.stl | 39.3KB | |
| VinylCutterSpringCup_v1.0.stl | 54.0KB |