TIG Tungsten Depth Gauge 3D Printer Model
The file 'TIG Tungsten Depth Gauge 3D Printer Model' is (stl) file type, size is 94.1KB.
The file 'TIG Tungsten Depth Gauge 3D Printer Model' is (stl) file type, size is 94.1KB.
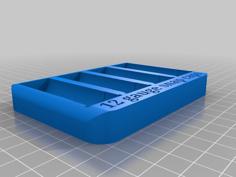
Depth gauge block for consistently setting the right tungsten stick-out on your TIG torch. Just set your tungsten out extra far and leave the back-cap loose, press the tungsten into the correct hole until your cup rests on the top face of the gauge block, and tighten your back-cap.
The holes are numbered based on cup size (#4 through #12) with 3 depths for each cup size (1x, 1.5x, and 2x the diameter of the cup). Most people will only ever need the 1x depth holes, and this is the "correct" stick-out for most applications. If you use a regular style collet on your torch, you will want to use the 1.0x holes.
However, gas lenses can be used with greater stick-out for tough to reach areas or "walking the cup", so I added 1.5x and 2x depth holes as well.
The hole depths are modeled in inches and not optimized for 3D printing (that is, they aren't modeled to exact multiples of 0.1 mm). In this case I don't think it's at all significant. The slicer seems to cope with it just fine. Printing at a smaller layer height will get you ever-so-slightly closer to the actual depth.
Use more solid top layers to ensure a smooth, solid surface. I used the following:
Perimeters: 4
Solid Bottom Layers: 2
Solid Top Layers: 4
Don't go crazy on infill, you'll just be wasting filament. I went with 15% but you can easily go lower than that.
| Tungsten_Depth_Gauge_Rotated.stl | 495.9KB |