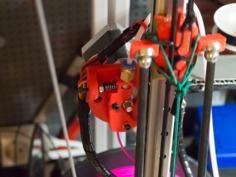
I was having some issues with filament getting soft and wrapping around the bondtech gears in my MK3. This was particularly bad for flexible filaments which require major slowdowns in print time. The issue is there is a tiny gap between the hotend ptfe tube and the bondtech gears.
There's two ways to fix this issue:
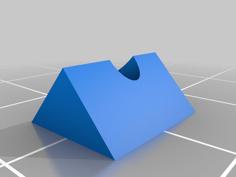
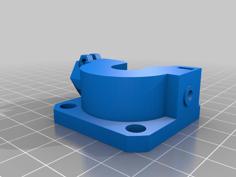
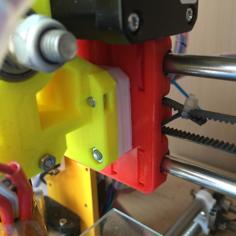
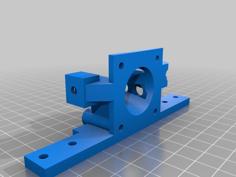
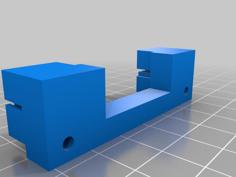
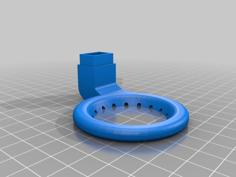
This design uses option 2 since I am too lazy to disassemble the extruder and replace the ptfe tube. It's a tiny print but try to use PETG since the gears can get very hot during use. Easiest way to install it is to slide it on to the two screws and then push it into place under the stepper gear with a screwdriver. It should snap into place and the housing should close normally. Printed with default PETG settings at .2mm with a .4 nozzle.
I have included a picture of a flexible print (3D Solutech Clear) right after installing it. Printed at 30mm/s with no issues at all, I will stress test this part over the next week.
EDIT 4/18: Managed to print flexible filament at 45 and 60mm/s with no extruding/jamming issues. Print quality suffered though due to the filament warping in places. I have attached a picture of a 0% infill tree frog in flexible filament printed at the 3 speeds with retraction enabled. I will likely stick with around 35mm/s. Next test will be a 18 hour 205C PLA print tomorrow at much faster speeds.
UPDATE 4/20: So far so good, no signs of wear on the part after 2 days of continuous use and no issues at all with low temp PLA or flexible filaments even after a 19 hour print. I will continue to check how well the part holds up over the next few days and report back. Next test is a 14 hour high temp PLA print at 235C.
UPDATE 4/23: Approaching 5 days of pretty much continuous printing with no signs of wear on the PETG part. Been mostly printing with low temp PLA on parts that are >10 hour long prints. I forgot to mention I added a few small heatsinks to the extruder motor to remove some of the heat with mild results. My motor hovers around 55C during very long prints. You should also keep the tension on the main extruder screws pretty loose, basically flush with the extruder casing as this will relieve some of the pressure on the filament being fed to the tube.
UPDATE 7/18: The new R3 design by Prusa mostly incorporates this fix down to the millimeter. I highly recommend checking it out if you are down for a full extruder re-print here: https://github.com/prusa3d/Original-Prusa-i3/tree/MK3/Printed-Parts/stl Alternatively, you could check out my MK3 Zaribo extruder mod incorporating this fix here: https://www.thingiverse.com/thing:3003615
| TPU_Fix.stl | 56.1KB |