PANDApeep Gen2 PEEP Valve 3D Printer Model
The file 'PANDApeep Gen2 PEEP Valve 3D Printer Model' is (step,stl) file type, size is 1.9MB.
The file 'PANDApeep Gen2 PEEP Valve 3D Printer Model' is (step,stl) file type, size is 1.9MB.
Other PEEP valves in our line-up:
Gen2:
https://www.thingiverse.com/thing:4250354
Gen2 Inline:
https://www.thingiverse.com/thing:4316582
Gen3:
https://www.thingiverse.com/thing:4278384
PANDAcase:
https://www.thingiverse.com/thing:4314931
PANDAflow:
https://www.thingiverse.com/thing:4289425
UPDATE5:
Corrected thread tolerances. Body and cover should now be good to print @100%.
UPDATE4:
Improved body shape. Slightly wider disc OD (same as in Gen3 and PEEPinline Gen2) and new TPU printable seal.
UPDATE3:
I get a lot of feedback that plastic springs aren't ideal. This is correct and we are aware. They will relax/creep over time and there's not much we can do about it. PET/ABS/Alloy910 etc. will be better, but still have creep. On the upside, they can be produced decentralized and will work for shorter times and if you swap the springs from time to time.
I attached a picture showing the use of a bought conical metal spring. It needs to be rather weak. Should you have to modify the cover to make this fit, I attached the step file of the cover. If you do so, please comment on which specific spring you used and upload the cover as derivate. This will help others in your country.
Third option we're working on is mass-laser-cut the triple-helix-spring out of thin metal spring sheets. Pretty much doable in most countries and should yield a huge amount in a short time. And will get rid of drift/creep.
As a side note: We're working as well on an inline-version for multiventilation devices should this be of interest to you. Expected pre-test roll-out within days.
UPDATE2:
cover_gen2 has now more space between flatspring and outlet area to prevent blocking of valve if thick rubber is used.
UPDATE1:
We just released Gen2. No Hardware needed and very easy and accurate to adjust. Just make sure to test print a small section of the cover and the base to check that the thread matches. Scale only the cover in X,Y direction should the thread be too narrow. 101% in X,Y for the cover did the trick for our printer.
Use a square piece of rubber that fits into the hole (corners almost touching the inner thread of the cover / 27mm x 27mm). It doesn't have to be attached, it stays there. Don't cover the whole area with a circular seal. A piece from a bike innertube or thick rubber gloves work just fine.
Additionally I uploaded a Step-File of the base_gen2. You can build on this if you want to have a different adapter diameter or different sealing types.
Team PANDA [Zurich, Switzerland]:
We propose a new 3D printed spring loaded and adjustable PEEP valve. It attaches straight to the 30 mm standard Ambu Bag connector. This is NOT a medically approved device and is not intended for medical use.
This might be interesting for teams that are trying to build ventilator prototypes and do not have a PEEP valve at hand.
WARNING/DISCLAIMER:
We have tested these on our PANDA ventilator test bed but we can’t compare it to a medical PEEP valve since we don’t have one. Someone that has a medical PEEP valve should print ours and compare/benchmark it against the medical one. Please post relevant findings in the comments. These are not medically approved and should not be used on humans. Use at your own risk and liability.
TESTS:
We were able to adjust the PEEP pressure in the necessary range of 5 - 20 cmH2O. While leaking slightly in the lower pressure range, it kept the levels astonishingly accurate.
CONSTRUCTION:
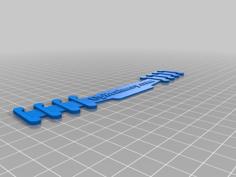
We use a 3D printed triple-helix flat spring that applies force to the sealing disc. Pretensioning (and thus the PEEP cut-off pressure) is adjusted by turning the head. While the setup kind of works without a rubber seal, we found that when you attach a piece of rubber (from thick rubber gloves etc.) it works best. Without the rubber the disc tends to stick to the seal surface if moisture is present and this leads to an excessive initial release pressure. Also, clean the sealing surfaces from any hair spray residue which gets sticky if wet.
PRINTING:
The tolerances of the pieces must match each other and these are different for most 3D printers. If it doesn’t fit, scale it in Cura in X,Y-direction only, in small increments and write down your adjustments for further printing. And note the orientation of printing on Thingiverse.
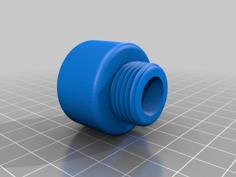
So for the first print start with the base to make sure it connects well to the standard 30 mm Ambu Bag connector.
Then print the cover and make sure the thread matches the base.
Then print the spring and make sure it fits into the cover. If its too strong or too weak, scale it in Z direction and comment about your optimal thickness.
The disc will fit anyway, so no need to adjust this.
MATERIAL:
We used PLA with a 0.4 mm nozzle for all parts and it works fine. But the spring should be printed with ABS/PET/Alloy910/Nylon to keep loss of tension at a minimum. The pretension will still have to be adjusted from time to time. Again, experimental data highly appreciated.
| base_gen2.step | 109.6KB | |
| base_gen2.stl | 1.1MB | |
| cover_gen2.step | 1.4MB | |
| cover_gen2.stl | 2.2MB | |
| disc_gen2.stl | 502.2KB | |
| flatspring_gen2_inline.stl | 702.6KB | |
| TPU_seal.stl | 88.0KB |