While working on another issue of joining multiple prints into bigger objects I didn't want to glue things, but join them some other way.
What I wanted to do was print them, with nut's inside the print to secure them.
To that effect I use the M0 command(and others in Marlin) and insert it at the relevant layer so that it pauses the print so I can insert the nut's mid print, and then un-pause it finish the rest of the job.
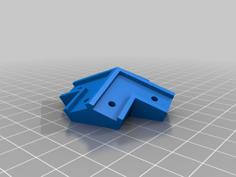
As such I make this test cube, suited for M4, as well as working out how to manage angled bolts/nut's and how to insert them.
My initial attempt at this I had to much slop in the size of the nut hole, and 2 of the 3 nuts just turned in the prints as I attempted to screw them.
This second attempt all 3 of them screwed in perfectly and tightened up with no problems, both the vertical and 45 degree angle one had not issue.
I also designed as part of this test recessing of the bolt head so it doesn't stick out of the print after its tightened.
I tested for nuts (M4) both normal and nylock nut's, and both work with no problems with the newer slop settings.
All the variable's are on the openscad script (including the angle issue), but you could do the same thing in just about any other modeling tool. I just used openSCAD as I like it.
For the pause scripting I used the solution from
http://www.akeric.com/blog/?p=3473
Specifically the layer replacement:
G91 ; Put in relative mode
G1 Z10 ; Lower bed by 10mm
G90 ; Put back in absolute mode
G1 X0 Y0 ; Zero (home) the X & Y
M0 Click To Restart ; Pause and wait for the user
G91 ; Put in relative mode
G1 Z-10 ; Raise the bed back up 10mm
G90 ; Put back in absolute mode
as it worked fine with my simplify3D slicing of the model.
| internal_nut_test1v1.scad | 2.6KB | |
| internal_nut_test1v1.stl | 135.5KB |