IN DEVELOPMENT
Designs and software likely to undergo updates. Please check back.
25/11:
Older:
See below for details
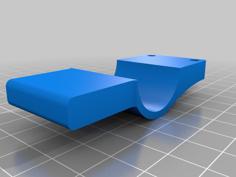
Redesign blade holder - this one is too far from the tool mount. I will probably do something like the TOCK, where Olfa blade snap offs are used. Hopefully the rigidity of the cutting head can be improved.
^ Scratch this. Geodave did it better than I could have https://www.thingiverse.com/thing:2661474
Inter-changeable pen mount - some cut out jobs benefit from markings, like using Fusion 360 Slicer.
Instructable detailing workflow for going from Fusion 360 Slicer output to useable gcode.
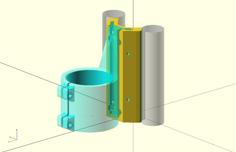
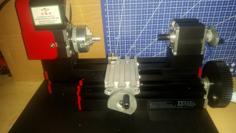
Like a drag knife, only able to cut more intricate designs and sharp corners. Also more suitable for thicker material. May be adapted for other tools which require 4th axis (A axis) rotation, and also for other CNC machines.
https://www.youtube.com/watch?v=UMdeTK2p5F0
https://www.youtube.com/watch?v=cap5BHarNFA
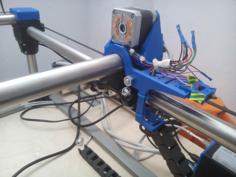
Latest vid, working quite well now for thick (7mm) cardboard:
https://www.youtube.com/watch?time_continue=2&v=Y-hkMQuFu2w
Design changes incorporated:
In addition to the printed parts, you will need:
Optional:
5mm to 8mm metal shaft coupler (to replace pineapple, £1.50 each in UK)
A modified version of Gcodetools is supplied. Please note, this is no longer included in the Thingiverse page, but instead should be obtained from Github:
https://github.com/jamesd256/gcodetools
Three new parameters are introduced:
A small modification is required for best results with the standard MPCNC supplied Marlin firmware. In the first release, the code was outputting the turn command magnitude in radians. This works better with degrees, so the instructions now reflect that.
Marlin discards anything beyond 2 decimal places for E commands, which is why the change is needed. This means that with the magitudes associated with degrees, the firmware's over extrusion detection kicks in. Hence you will need to upload a new firmware to your Arduino, with the following two lines commened from configuration.h:
#define PREVENT_LENGTHY_EXTRUDE#define EXTRUDE_MAXLENGTH 200The stepper motor attaches to the E0 controller on the RAMPS board. You may need an additional stepper driver if you don't have one.
The generated gcode will have the 4th axis turns expressed in positive or negative degrees. The E0 steps per mm value needs to be set so that a value of 360 in the gcode corresponds to one full turn. In my case this was 103.xx steps per mm.
You can calculate the correct value by issuing a g1 e3600 command (10 full turns) and checking that 10 turns happen and the final angle matches the initial angle. If it's a bit slow add an F3000 or so to that command.
The latest gcodetools is modified to support feedrate gcode for individual turn commands which speeds things up.
See thread here:
https://www.vicious1.com/forum/topic/tangential-cutter-in-development/
And a precursor to the thread (motivation):
https://www.vicious1.com/forum/topic/drag-knife-not-making-sharp-corners/
Follow instructions in README.md to install
Set the tool to be tangential knife:
Extensions -> Gcodetools dev -> Tools library-dev -> tangient knife -> Apply
Create orientation points (this is where you'll control cutting depth or material thickness):
Extensions -> Gcodetools dev -> Orientation points-dev -> Z-depth -> Apply
Generate the gcode
Extensions -> Gcodetools dev -> Path to Gcode-dev
Thanks to all over at the Vicious1 forums, especially Alted
Alted I borrowed your pineapple. Hope that's ok
| 5mm_8mm_Pineapple_coupler.STL | 254.6KB | |
| TN_Blade_clamp.stl | 22.5KB | |
| TN_Blade_holder.stl | 124.9KB | |
| TN_Bolt_clamp.stl | 134.5KB | |
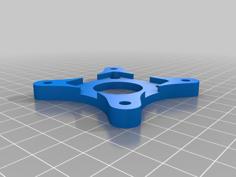
| TN_machine_mount.stl | 143.8KB | |
| TN_stepper_mount.stl | 79.2KB |