I accidentally ordered a roll of Colorfabb nGen 1.75mm filament for my Lulzbot Mini instead of 3mm filament. I tried printing it with no modifications and had mixed luck as many others have reported with various filaments. The problem I consistently had was compressive buckling of the filament inside the extruder body. I tried a few tricks to ease extrusion pressures like raising the extrusion temperature a bit and a few others, but I was still having misprints in bigger parts due to buckling.
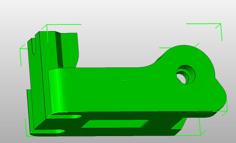
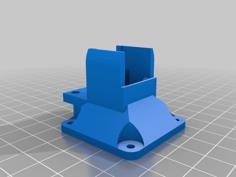
I made this part to combat the buckling issue and it has resulted in perfect, consistent prints every time with nGen 1.75mm filament. I have not tried it with any other filaments.
It is a fairly tight fit in the extruder body, but you should be able to get it down inside without excessive effort. However, this part is not printable with the stock print profile settings in Cura (when printed with nGen anyway). I have attached the profile which has worked for me. You will likely need to print a brim to make sure the part does not tip over during printing. I made the part in nGen, so your results may vary when using other filaments.
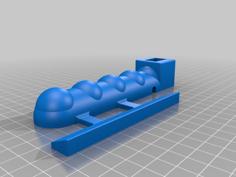
I have also attached my best profile for printing with nGen 1.75mm filament. Hope it helps. It may not work with other filament types and may not work with your bed height offset either. It is included as a reference only. You may have trouble getting the tube part to print. In this case, make sure the nozzle diameter setting is small enough in Cura that the print path is visible. If it isn't, the part won't print in real life either.
Beware that on larger parts, this profile causes parts to stick excessively to the print bed, especially when used with a very close Z-offset. I use small z-offsets to get a nice surface finish on my parts, but it is best to print parts in nGen with small Z-offsets on painters tape or similar surface rather than the Lulzbot Mini's excellent print surface due to the excess adhesion involved.
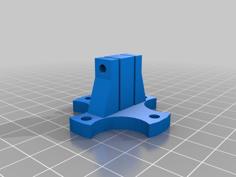
You can try extending the tube to get even better performance out of this, but be careful not to put it too far into the extruder. So far, I have only experienced additional buckling and concurrent jams when using very thin initial layer heights. All jams in this failure mode have started just below where the tube ends.
Please let me know if this helps you!
| Best_nGen_Profile_Painters_Tape_1.75mm_filament.ini | 13.0KB | |
| Lulzbot_Mini_Extruder_Body_Mod_for_1.75mm_Filament.stl | 173.1KB | |
| Lulzbot_Mini_Extruder_Body_Mod_Profile_nGen.ini | 13.0KB |