Like? :-D
If this tutorial helped you, please click the Like button above. Thank you!
Feel free to PM me if you have any feedback or questions. -CK
==============================================
I designed this method and model when I did high production printing with a farm of Flashforge Creator Pros. It's super reliable and very rewarding. Start-to-finish should take you less than 20 minutes the first time. I do it in under 5 now.
Features
- More than just levelling
- Makes your top and bottom surface finish beautiful
- Guarantees bed adhesion and layer-to-layer adhesion across your bed
- Level can last 3 weeks and longer (depending on how you treat your bed)
- Gives you the perfect balance of great bed adhesion and easy part removal
- 50 x 50 x 0.6 mm squares
- Squares are centered over the levelling screws
- Concepts work for any number of extruder heads
- See my recommendations for print settings way at the bottom!
- Designed for 0.40mm nozzle, 0.2mm layer height, and itprints at 40mm/s
Recommended Tools
- toothbrush
- 0.10 mm feeler gauge
- flashlight
- 2" chisel (use it upside-down, and be gentle!)
How to Level
This file is specifically designed for 3-point levelling on a FF Creator Pro, but if it helps you then that's awesome!
1. Clean the nozzles
- Preheat both extruders above the melting points of your filaments
- Turn off the extruder heaters. As they cool, brush them off with the toothbrush. This prevents blobs from remaining and confusing your level.
2. "Rough" level
- Home the bed
- Lower your bed so there is a visible gap under the nozzles
- Jog the carriage to align the right nozzle over the back-right screw
- Use the feeler gauge to bring the bed up to the nozzle. You'll feel the gauge vibrate and possibly get stuck, so back off the screw until the moment you don't feel the gauge vibrate
- Repeat for the left extruder over the left screw.
- Jog the carriage to align it's middle over the front screw
- Bring up the bed slowly, checking both nozzles
- If one nozzle touches first, jog to the back screws and re-level them
- A couple of iterations should get your bed printable
3. Fine tuning
AKA tuning on-the-fly!
- Load the model into Simplify3D (or skip ahead and just use the .x3g)
- Left extruder, 0.2mm: level squares L0.2.x3g
- Right extruder, 0.2mm: level squares R0.2.x3g
- If needed, load the attached printing profile and modify your Machine Definition or material-specific settings.
- Preheat the bed and the extruder you want to level (see my recommendations at the bottom!)
- Start the print!
- 2 outlines are printed first. There is no skirt outline, so it might take a couple seconds to get adhesion
- If filament isn't laying down, bring your bed up while printing
- If nothing is coming out, back off!
- The ideal bead adheres, but and is twice as wide as it is high
Now for the printer fu!
- Your bed is going to be tilted from parallel (to your nozzles). Pivoting happens rotationally about the axis between screws. That means if you move one screw, the bed pivots from the other two.
- Use your flashlight. Shine it across the peaks between lines
- If there are shadows, move the bed away at that screw, but only small fractions of a turn
- If there are no shadows, shine the light along the bead lines. If you see gaps, move the bed closer
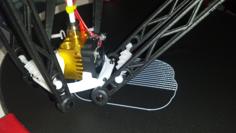
- Tilt is observed as "spluging out" on one side of the nozzle, as if it's too close on one side of the nozzle, and too far away on the other side (spluges go "up-hill"). See the above drawing. That means you have to raise 1 screw and lower 2 screws, just barely
- Do these 3 things iteratively until your top layer is so smooth you can see the reflection of the nozzle on it. See the image above - it's a beautiful thing :-)
CAUTION
Roughly handling your bed - such as pushing down on it, forefully removing parts, or yanking on it in any way - will ruin your level. Be gentle! Treat the bed as a delicate piece of china, a precision system. That's what will make your level last.
Material-Specific Recommendations
These settings just work. This is for medium-quality printing, not high-res or super-fast.
- PLA
- Bed: 55C, preheat to 55C
- Ext: 220C, preheat to 225C
- Speed: 50mm/s (3000mm/min)
- Active fan: 100% @ layer 1, if you have one
- ABS
- Bed: 100C, preheat to 100C
- Ext: 235C, preheat to 238C
- Speed: 50mm/s (3000mm/min)
- Active fan: Not necessary, hasn't helped me
General Filament Recommendations
Applies to plastic like PLA and ABS
- Layer Height: 0.200mm
- Multiplier: 1.00, if you're changing this value you are doing something else wrong
- Speeds:
- Outline: 60%
- Solid Infill: 80%
- Support: 60%
- X/Y: 100mm/s (6000mm/min)
- Z: 20mm/s (1800mm/min)
- Bridging: 130% extrusion, 75% speed