This is a semi-objective test to determine your printers accuracy in laying down layers on top of each other.
It's useful to compare printers and especially to determine if changes to your printer make layer stacking better.
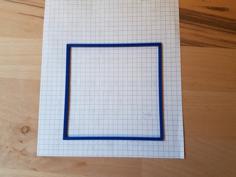
The general procedure is to print a test cube and sand down one of the x sides and one of the y sides until all layer lines are scuffed. A measurement of the amount removed using a micrometer or calipers and a little math determines a LayerStack score.
Procedure:
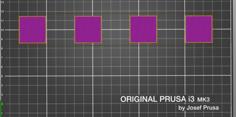
To keep things consistent, you should slice the cube with PrusaSlicer (definitely do not use Kiss - it rounds corners and "cheats"). Use a 0.4mm nozzle and the following settings:
Here's a sample run:
Original X: 24.035 24.018 24.053
Original Y: 24.12 24.048 24.090
Sanded Y: 24.016 23.969 24.015
Sanded Y: 24.059 24.003 24.020
Delta X: -0.019 -0.049 -0.038
Delta Y: -0.061 -0.045 -0.070
Mean: -.047
---> LayerStack60 Score: 4.7
The lowest LayerStack100 score I have seen is 3.2 on CroXY, my self designed cross gantry printer. My Ultibots D300VS delta printer scores hover around 6.
CroXY info here: CroXY
You can also run the test at other speeds, I also run a LayerStack60 and LayerStack150
I have included a spreadsheet I use to make scoring the LayerStack easier. It was authored in Google Sheets and should import without issue. I have not tested it on Microsoft Excel, but it should also work there. Note that I used a different endpoint on the spreadsheet so ignore the scores there. The spreadsheet also says to use 2 perimters. Use 4.
| 24_Layerstack_Test_Cube_v12.stl | 178.2KB | |
| LayerStack_3D_Printer_Test_Blank_2.xlsx | 158.1KB |