It is a system to improve the screw threads of nuts, screws, pipe joints, caps, etc. printed in ABS without taper or tapping. In some assemblies we can save the metal inserts by making the thread directly in the printed piece.
1- For small threads (M10 or less) the wall of the thread can be printed smoothly. If it is larger, print the part with the thread pitch (male or female) as accurate as possible. In the example files there is a thread pitch of 1/2 BSP ISO 218-1 used in plumbing in Spain. On the internet it is easy to find tables with the dimensions of the different standardized thread steps (https://www.google.com/search?q=iso+screw+thread+chart&gws_rd=ssl). There are also many manuals for making threads with FreeCad (http://www.freecadweb.org/wiki/index.php?title=Thread_for_Screw_Tutorial)
2- Take a metal screw/nut with the same thread pitch of the printed part. If we have printed an external thread, take a nut. If we have printed an inner thread, use a screw. In this case I have used recycled plumbing pieces 1/2.
3 - Put some grease on the metal thread to prevent the plastic from sticking.
4- Put some ABS solvent (acetone, butanone, Griffon PVC cleaner) repeatedly to the printed thread with a paintbrush. Repeat for a few minutes. The deeper the thread, the longer the time. The purpose is to soften the plastic enough to mold the thread. The amount of solvent applied and the waiting time is variable and given by the experience.
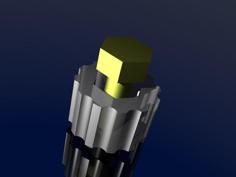
5- Slowly screw the metal screw/nut into the plastic piece along the length of the thread that we want to improve. Regardless of size, you should be able to tighten only with your fingers. If it is not possible, not enough solvent has been put in or sufficient time has not been waited in the previous step.
6- Let the plastic piece dry for a couple of hours.
7- Unscrew the screw/nut and clean the grease traps.
At the end of the process we will have a fairly precise thread and that screws perfectly without resistance.
Cómo mejorar el paso de rosca en tuercas y tornillos impresos.
Se trata de un sistema para mejorar los pasos de rosca de tuercas, tornillos, empalmes de tubo, tapones, etc. impresos en ABS sin terrajas ni machos de roscar. El algunos montajes nos podremos ahorar los insertos metálicos fabricando la rosca directamente en la pieza impresa.
1- Para roscas pequeñas (M10 o menos) se puede imprimir lisa la pared donde va la rosca. Si es más grande, imprimir la pieza con el paso de rosca (macho o hembra) lo más fiel posible. En los ficheros de ejemplo he puesto un paso de rosca de 1/2 BSP ISO 218-1 usado en fontanería en España. En internet es fácil encontrar tablas con las dimensiones de los distintos pasos de rosca estandarizados (https://www.google.es/search?q=iso+screw+thread+chart&gws_rd=ssl). También hay muchos manuales para hacer roscas con FreeCad (http://www.freecadweb.org/wiki/index.php?title=Thread_for_Screw_Tutorial)
2- Tomar un tornillo/tuerca metálico con el mismo paso de rosca de la pieza impresa. Si hemos imprimido una rosca exterior, tomar una tuerca. Si hemos imprimido una rosca interior, usar un tornillo. En este caso yo he usado piezas recicladas de fontanería de 1/2.
3 - Poner un poco de grasa en la rosca metálica para evitar que se pegue el plástico.
4- Pasar repetidamente un pincel con algún disolvente de ABS (acetona, butanona, limpiador de PVC Griffon) por la rosca impresa. Repetir durante unos de minutos. A más profundidad de la rosca, mayor tiempo. El objetivo es que se reblandezca el plástico lo suficiente como para poder moldear la rosca. La cantidad de disolvente aplicado y el tiempo de espera es variable y lo da la experiencia.
5- Roscar despacio el tornillo/tuerca metálica en la pieza de plástico a todo lo largo de la rosca que queramos mejorar. Independientemente del tamaño, debería poder apretarse sólo con los dedos. Si no se puede, es que no se ha puesto suficiente disolvente o no se ha esperado el tiempo suficiente en el paso anterior.
6- Dejar que se seque la pieza de plástico durante un par de horas.
7- Desenroscar el tornillo/tuerca y limpiar los restos de grasa.
Al final del proceso tendremos una rosca bastante precisa y que enrosca perfectamente y sin resistencia.
| Manguito_Meshed.stl | 7.2MB | |
| Rosca_12_BSP_ISO_218-1.FCStd | 4.0MB | |
| Sweep_Ext_Meshed.stl | 5.9MB | |
| Sweep_Int_Meshed.stl | 6.3MB | |
| Tubo_Meshed.stl | 4.5MB | |
| Tubo_y_manguito_Rosca_12_BSP_ISO_218-1.FCStd | 1.5MB |