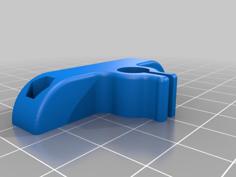
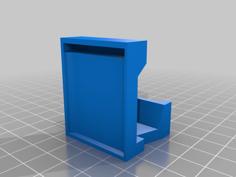
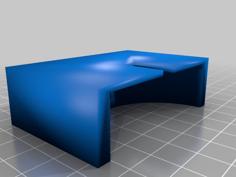
This isn't exactly a remix of another design as I had to draw it from scratch. I have no software which I find to be effective at modifying STL files. However, the idea for this came from a Thing by edgar527 which has basically the same title as this minus the "V2". This does the same thing as his Thing but fits the V2 print head.
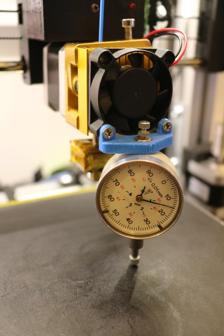
Like his, this is for a Horrible Freight Model/SKU 63521 dial indicator. This allows you to mount a dial indicator to the print head for more accurate/precise bed leveling.
How to use (ALL movements done with the control panel, NOT by manually pushing/pulling on the machine):
I "homed" my machine then verified that the printhead tip was on the glass or just enough over it to see light under it (not enough to pass paper through). I then raised the Z axis to where the dial indicator probe was just below the glass, picked up the probe tip to clear the glass, and moved the Y axis so the probe tip was over the glass and lowered the probe tip. I then moved the Z axis to a whole number which got the indicator needle very close to zero (regardless of which tenth of an inch was indicated). I then moved the X,Y axes to center the probe tip on the front/left leveling post hole in the print bed (seen through the glass). I chose whole numbers (for me, these were 25,69) and wrote them down. I then moved to the front/right adjuster hole (always looking through the glass) and wrote those numbers down (for me, these were 195,69). I adjusted the leveling knob to get the indicator to zero/the same as it was for the first hole. I then moved the printhead to the rearmost position on that side hitting 195,220 for mine. This did not align with the adjuster hole in the bed but it was at mechanical limits to move rearward. I again adjusted the bed to indicate the same as the first hole. Then I moved the printhead to the left/rear position by choosing the same X as the first hole (for me, this was 25) while maintaining the far-rearwards position (220). I again adjusted the bed until it indicated the same as the first hole. I then repeated this a few times.
I noticed that the clips holding the glass to the aluminum bed caused curvature of the print glass by as much as 5+ thousandths of an inch. One tenth of a MM is 0.0039" so this is more than a tenth of a MM in variation across the glass surface. I robbed the clips off another V2 and put them at the corners to try to avoid this warpage with limited success.
I removed this apparatus and set Z to 0 and verified that there is the tiniest little sliver of light sneaking between the glass and the printhead tip. I just did this and initiated a print immediately afterwards. It's printing a disc-shaped print about 5 inches in diameter and it's on the first layer. I just went to check it and it failed and everyone died. Okay, I watch too many YT videos with car wrecks and they always point out that no one was injured...I'm just waiting for a video where they say "everyone died". The print looks flawless. The perimeter skirt looks uniform, as does the 50% of the first layer circle completed when I looked. In the past, using the paper-slip method, I've had the skirt (and the print) show a little thinner to one area than the rest. This looks really good.
If I could change anything: I'd like to have G code to just move the printhead to those 4 positions and pause when it reaches each one. I know/understand a little G code and attempted something like this last year when I first got my printers (I have had a CNC plasma table for 12 years, so I have experience reading/tweaking G code) but I had no success with these devices. The code which was to cause a pause-n-wait to continue didn't work on these Ender 3 V2 printers. Regardless, G code to just move to the 4 corners (edited in Notepad or such to enter the appropriate coordinates) would be awesome.
Thanks to edgar527 for the concept.
Lastly, I did this with a cold bed. Running this adjustment routine with a heated bed may affect the in-use condition of the bed.
| Ender_3_V2_Dial_Indicator_Mount.stl | 338.7KB |