Exposure Calibration Block 0.05mm Layer Height 3D Printer Model
The file 'Exposure Calibration Block 0.05mm Layer Height 3D Printer Model' is (cws,stl,txt) file type, size is 27.2KB.
The file 'Exposure Calibration Block 0.05mm Layer Height 3D Printer Model' is (cws,stl,txt) file type, size is 27.2KB.
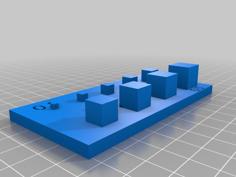
This model will allow for quick exposure calibration on a dlp printer in a single print. It is required that 0.05mm layer heights are used and that the Gcode is written such that exposure times will decrease for the last 20 layers. When finished a filled in square will represent an exposure time that is sufficient to cure a layer of resin.
My Gcode to achieve the variation in exposure times is included as a .txt file. Copy and paste it into the preslice Gcode window in creation workshop. If you use this Gcode you will need to set your exposure time in the options tab of the slicing profile to 0msec. The way to interpret the key line of code which is:
{($CURSLICE >= 20)?{($CURSLICE < 140)?;<Delay> 10000:;<Delay> %d(10000 - 330 * ($CURSLICE - 139))}:}
Interpretation: If current layer is greater than 20 then check if current layer is less than 140. If yes then cure for 10000msec otherwise cure for (10000 - 330)msec and decrease cure times by 330msec every layer afterwards.
| AD_Magenta_1st_Slot_Exposure_Calibration.cws | 121.9KB | |
| Exposure_Calibration_Block_86umXY_50umZ.stl | 31.1KB | |
| Exposure_Calibration_Gcode_29NOV17.txt | 312.0B |