Update (Jan 2, 2020): This project has now been surpassed by the toolchanger locking system on the latest version of Jubilee. For the latest system, head to github for the latest toolchanger printed parts, assembly instructions, and even original design files. What's here is a bit old but usable and left up for reference only.
Update: full kits of all the non-printable parts are available at Luke's Laboratory. This kit tracks what's currently up-to-date on the Jubilee project.
Update: fully-assembled Twist Locks are now available via Tindie.
This is the long-awaited sequel to my original cable-driven toolchanging system, which is now left up for reference only.
New Features
- Tool Carriage is now compatible with E3D tool plates as well as an all-printable tool plate. (Thanks for the open-source publication, E3D!)
- TMC2660 lock-detection has been replaced with an all-mechanical Locking Mechanism based on torque wrenches. This updated version is far more reliable.
- Toolchanger carriage will bolt directly onto an Hiwin (or knockoff) MGN12H carriage block mounted upside-down.
- Tool plates now use 8mm threaded steel balls (or glued 8mm unthreaded bearing balls) to be compatible with E3D's tool plates which use balls of the same size.
Whats in the Download
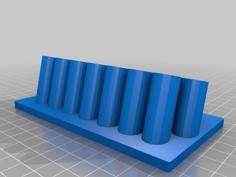
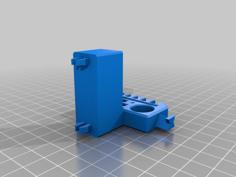
Files for the carriage, lock actuator, a parking post, and a tool plate (for a Bondtech extruder with a threaded V6 hotend) are included in the download.
Quickstart
- Order the mechanical vitamins (non-printable parts)
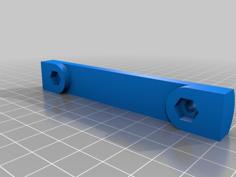
- Machine the tool lock part out of stainless steel or aluminum (or have someone make it for you??). This is a perfect operation for a lathe.
- Print the parts with the recommended settings.
- Laser-cut the two laser-cut pieces from Delrin. (These cannot be 3D printed.)
- Add the lock/unlock config macros to your 3D printer. Add an axis in your config file. (see the notes on software below.)
- Assemble the Locking Mechanism and the Carriage with the Assembly Instructions
How it Works (in theory)
Locating Tools
The toolchanger uses a kinematic coupling to connect and disconnect tools. The result is that a tool is located onto the carriage with (in theory) exactly 6 points of contact. Coupling in this fashion is extremely repeatable. In fact, machined variants of this type of coupling have sub-micron repeatability. My original system could repeat to the same location within 40 microns. I'd expect this new one to perform just as well.
Part of what makes the locating mechanism so reliable is that, while it's 3D printed, the actual mating surfaces are either steel or stainless steel. In this case, the coupling is made from 3 steel balls, which live on the tool holder, and 6 shoulder screws, which live on the carriage. This concept of mixing-and-matching stock parts with printed parts is what I call "functional printing," but the idea comes back from the days of RepRap, when nuts-and-bolts of their mostly-printed printer were called "vitamins."
Locking Tools
Locking tools is now done with an all-mechanical solution. (I've found that this setup is far more reliable than my first version which used the stall-detection signal on the TMC2660.)
This version uses a principle called a series-elastic actuator to lock tools. What that means is that there is an extension spring wired in-series between the control cable and the stepper motor that tugs on it. Under normal conditions, when the stepper motor rotates, so too does the carriage twist-lock. When the twist-lock locks down on a tool, something interesting happens. Normally, this situation would put the cable in tension and stall the motor. But since the extension spring sits between these two, it instead causes the spring to begin stretching as the motor continues to turn. As the motor continues to turn, the torque of the twist-lock also increases. (Side note: We can actually measure how much torque is applied if we measured the extension of the spring using F=kx.) Eventually, the spring deflects so much that it trips an internal limit switch on the stepper motor side, and software tells it to stop turning. Presto! Our tool is locked! Unlocking is just a matter of rotating the opposite direction until we trip the other limit switch on the opposite side of the rotation.
Full Instructions
Prerequisites:
You should understand how to install heat-set inserts via the plate-press technique.
You will need a small arbor press to install the dowel pins into the Carriage Coupling Plate. Alternatively, you may use a clamp or vise if you're careful.
Shopping List
All parts for one lock-actuator, one carriage, one tool base plate, and one parking post are in this spreadsheet
I am considering doing a small manufacturing run of the tool lock part and maybe even full-on kits if there is enough interest. If you would consider buying the tool lock or a vitamin kit, fill out this form.
Print Settings
Print all parts in the displayed orientations with 6 perimeter layers and no supports. (The extra perimeter layers are crucial both for rigidity and for properly installing the heat-set inserts.)
Exception: the tool_plate and the blower_fan_shroud should be printed with supports.
Software Configs
This system is setup to run on the Duet 3D printer board. To do so, you will need to plug the limit-switch connector into the E0 endstop switch port, add a "U" axis in the config file, and upload the tool lock/unlock macros to your duet. Additionally, you will need to set tool offsets in your tfreeX.g, tpreX.g, and tpostX.g files for each tool that you use. See the config file repository for inspiration on how to do this, although you will need to change the exact numbers for your machine.
Note that the config files are setup for my printer model, Jubilee. If you are building a Jubilee, I suggest working off the other (to-be-posted) Thingiverse project, rather than starting from this project.
FAQs
Q: How is this different from E3D's?
A: Great question! Functionally, they fulfill the same purpose on the same tool plates. In that sense, they are equivalent. Design-wise, this design minimizes the number of machined parts (only 1!) without compromising on performance.
Detail-wise, there are tons of tiny differences. First, the coupling engages the dowel pins at a less aggressive angle, about 40-degress versus E3D's 47ish-degrees. This change, in principle, means the lock doesn't need to apply as much locking force to hold a tool in place. While E3D's v-groove section of their tool plate is hardened such that it doesn't wear out easily, the v-groove sections of my tool plates are intended to be 3D-printed consumables. They wear out after a few thousand changes, but they are easily replaced without having to readjust tool offsets. Where E3D uses a position-based servo (and later stepper motor) lock, mine uses a torque-based remotely-driven cable drive. Doing so means that tools should lock down consistenly regardless of minor differences in the groove. Finally, my system uses a flexure to hold tools while E3D uses a magnet.
Q: Why not just use a hobby servo to lock tools?
A: You can, but you lose one classy feature that makes this system so versatile. Here's the conundrum. Hobby servos are position-based, which means you will need to dial in the "sweet spot" position where you lock your tool. E3D's system uses a position-based locking mechanism with an additional spring to serve as a preload. In their case, this setup works fine because they're operating under the assumption that their tool plates will effectively never wear out. (Given that the locking wedge is hardened, that's a safe assumption.) In my system, I want to be able to lock E3D's tools but also tools with locking plates made from PLA. Tool plates made from PLA will definitely wear out. What's more, tool plates will wear out at different rates depending on how often the tool is being picked up, a situation that basically depends on what you're printing.
Because I want to be able to pick up any tool plate regardless of where it is in its wear cycle, I opted for a torque-based system. Rather than lock down at a set position, my system locks down at a set torque. This ensures cross-compatibility between E3D's tool plates and printed tool plates, and it also ensures that plastic tool plates will continue to lock consistently even as they begin to wear out.
Q: Can I use bowden tubes instead of spring guide?
A: you can try, but Ive found that the tubes are much too stiff and too large internally to make them work. Spring guide works soo so much better than bowden tunes for this application. I promise you that if you pick up a 10ft spool for $35, youre mechanism will basically "just work" backlash-free without any tuning. The killer feature that makes this system so light and fast is due to the spring guide. (Trust me: if bowden tube worked in this case, I would've used it.)
TODOs
Instructions for the locking mechanism assembly are thoroughly documented, but the extruder assembly, parking post assembly, and carriage assembly are not yet done. In the meantime, I have included full STEP files. Until then, stay tuned!
The Future
This toolchanger sits inside of my toolchanging 3D printer, Jubilee. Jubilee's CAD files are on-the-way. Thanks everyone for your patience!
Final Notes
There are some design-for-cost optimizations that we can do, but I will do them at a later time. While the price for one mechanism seems steep, it fits into the $1680 frame of my current printer.
Lastly, while this system is feature-complete and working on my printer, it is still a work in progress, and CAD files may get adjusted slightly over time.
Updates
- Aug 30, 2019: added small cutout to make more space for the internal shim. CAD models updated and reposted.
- Sept 1, 2019 Added kit-interest form
- Sept 8, 2019 Added 0.8mm clearance to v-groove locking plate cavity for ease of tool lock insertion/removal.