Bunny Science Gear Shaft Cutting Guides 3D Printer Model
The file 'Bunny Science Gear Shaft Cutting Guides 3D Printer Model' is (3mf,stl) file type, size is 1.1MB.
The file 'Bunny Science Gear Shaft Cutting Guides 3D Printer Model' is (3mf,stl) file type, size is 1.1MB.
Shaft cutting and flat grinding guides for the Bunny Science geared extruder projects. Keeping them all up to date in various projects was cumbersome. All are now consolidated here. Links to this "thing" are in each extruder or gearbox project.
3mf files are now included to preset Slic3r for best accuracy.
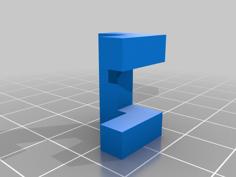
Guides are named with three numbers indicating in mm
Total Length / end of pulley flat / start of Bondtech flat
Slide rod into end of guide to see where and approximately how deep to grind flats.
Length of guide is final length of shaft.
I now recommend grinding flats all the way to ends of shaft to simplify alignment during assembly.
Guides are dimensioned to snugly fit 5 mm rod when printed in PETG at 0.10 mm layer thickness, 0.20 mm bottom layer thickness, 25% gyroid fill, 5 top layers, 5 bottom layers.
Flat should be ground to approximate depth and extent of guide depressions. Depressions for flats should print out as just under 0.4 mm depth with my 3mf setttings, but may vary depending on your printer and filament.
*** Removing and reinserting rod during grinding process may rotate its position and reduce accuracy. Best accuracy is attained by calipering from base of guide to top of rod BEFORE any grinding. Take that measurement and subtract 0.38 mm to obtain your target Bondtech flat measurement. This lets you measure progress WITHOUT taking rod out of guide. Just measure from base of guide to ground face.
Best practice is to check the critical Bondtech flat depth with caliper during grinding.
Grind Bondtech flat incrementally and verify with caliper that depth is 0.38 to 0.4 mm for proper Bondtech set screw engagement. Too shallow and the set screw will grind against plastic or other drive gear. Too deep and set screw will not tighten against shaft flat.
I recommend grinding flats BEFORE cutting shaft to length. Grinding of flats with Dremel cutoff wheel won't melt the guide, but cutting through entire diameter of rod will. Remove guide after making initial nick for cutoff. Otherwise, heat of cutting through rod will melt guide.
Note: Bunny and Bear retrograde shaft is intentionally shorter than BNBTR retrograde shaft. Bunny and Bear retrograde extruder places motor about 3 mm closer to x-axis rods than possible with BNBTR.
Change History
Added 20 mm wide versions
Fixed naming issue in Bunny Science MK3S Retro Upgrade guides
Removed 10 mm wide versions
Tightened rod grid
Improved rod inset to be more flush with top of guide.
Thickened guide base 1 mm
Changed recommended print settings
Added guide for Bunny and Bear "Short Ears" (SE) extruder
Increase length of Short Ears shaft by 2 mm to make flat easier to see beyond Bondtech.
| Shaft_Cutting_Guide_BNBTR_Antegrade_44-15-28_mm.3mf | 46.0KB | |
| Shaft_Cutting_Guide_BNBTR_Antegrade_44-15-28_mm.stl | 223.4KB | |
| Shaft_Cutting_Guide_BNBTR_Retrograde_IndirectLaser_65-9-54_mm.3mf | 82.6KB | |
| Shaft_Cutting_Guide_BNBTR_Retrograde_IndirectLaser_65-9-54_mm.stl | 414.3KB | |
| Shaft_Cutting_Guide_BNBTR_Retrograde_MK3S_sensor_61-9-50_mm.3mf | 73.7KB | |
| Shaft_Cutting_Guide_BNBTR_Retrograde_MK3S_sensor_61-9-50_mm.stl | 367.4KB | |
| Shaft_Cutting_Guide_Bunny_and_Bear_Antegrade_44-15-26_mm.3mf | 58.5KB | |
| Shaft_Cutting_Guide_Bunny_and_Bear_Antegrade_44-15-26_mm.stl | 286.0KB | |
| Shaft_Cutting_Guide_Bunny_and_Bear_Retrograde_58.5-9-48_mm.3mf | 78.6KB | |
| Shaft_Cutting_Guide_Bunny_and_Bear_Retrograde_58.5-9-48_mm.stl | 393.7KB | |
| Shaft_Cutting_Guide_Bunny_and_Bear_Short_Ears_55-9-42_mm.3mf | 64.1KB | |
| Shaft_Cutting_Guide_Bunny_and_Bear_Short_Ears_55-9-42_mm.stl | 315.5KB | |
| Shaft_Cutting_Guide_Bunny_Science_Extruder_Motor_Gearbox_42-15-32_mm.3mf | 65.3KB | |
| Shaft_Cutting_Guide_Bunny_Science_Extruder_Motor_Gearbox_42-15-32_mm.stl | 318.2KB | |
| Shaft_Cutting_Guide_Bunny_Science_MK3S_Geared_Retrograde_61-9-50_mm.3mf | 82.2KB | |
| Shaft_Cutting_Guide_Bunny_Science_MK3S_Geared_Retrograde_61-9-50_mm.stl | 413.5KB |