I got inspired to this tool when trying to get radus' bolt hobbing tool to work with my assortment of M6 taps. The hobbing worked well, but I had troubles to get my tap through the bearings and once the bolt was finished, I had some difficulties removing the tap and the bolt without damaging the hobs...
This is when I thought that the hobbing tool should be such that the tap can be moved against the bolt, allowing this way to vary the cutting depth. Also, this has the additional advantages that a) the bolt and tap can easily be disengaged when the hobbing is finished and b) it can be used with any size of tap that is smaller than the bore of the bearing (given that the tap is pulled up by the elevation screw, it will always center itself at the bottom of the tap bearings).
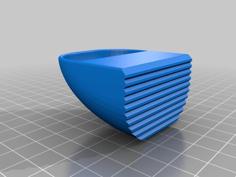
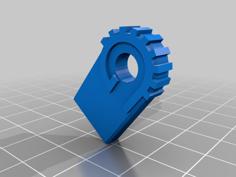
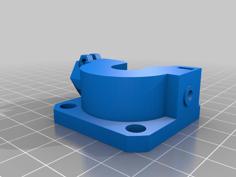
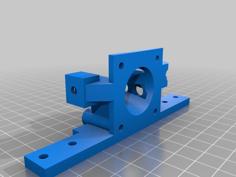
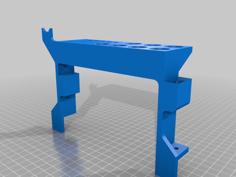
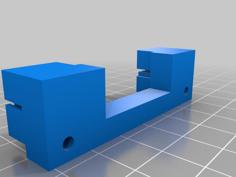
The tool itself consists of two printed parts, which I call the base and the slide. In addition four ball bearings are needed, two for the bolt and two for the tap, plus the vertical screw (a winged screw is desirable) and corresponding nut that are used to adjust the elevation of the tap. Finally, I use a small metal sheet (36x16mm) between on top of the base which helps to distribute the force from the elevation screw to the wall of the base.
I decided to use rather small ball bearings (type 688ZZ, 8x16x5mm) what allows to keep the tool small and strong. This results in a minimum groove distance of 23mm from the bottom of the bolt head. The exact groove distance can be fine tuned by adding the corresponding amount of washers. Given that the cutting part of the taps is usually not very long, I have offset the bearings for the bolt a few millimeters to the rear. The cavities to hold the bearings for the tap are both towards the front side, so that they cannot be pushed out by the tap. (Thus, both base and slide have defined front and rear sides that should not be confused!)
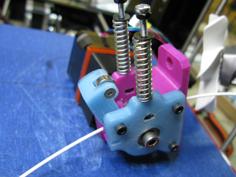
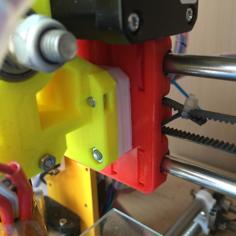
Before using the BoltHobber, fasten it to your bench vice. I found it useful to also insert a piece of metal sheet behind the tool -- this way the tip of the tap is hindered from coming out at the rear. Now insert the M8x60 bolt with the correct amount of washers from left to right (no nut is needed on the left, as the tapping force pulls to the left) and insert the tap from the front. Then fasten the elevation screw until bolt and tap are touching, and start rotating the tap. The bolt should now also start turning slowly as the thread is being cut. After each complete turn of the bolt tighten the elevation screw by 1/4 turn (this rises the tap by 1/4mm) and continue until you have reached the desired depth of the hobs...
I have used the tool successfully with M6 and M8 taps. But if you prefer smaller (M5 or even M4) taps that should work just as well. For my first few hobbed bolts I turned the tap by hand, now (with blisters on my fingers!) I started using my (electronically controlled) power drill at its slowest speed. The results with the drill are at least as nice, but its much faster - and less cumbersome...
| bolthobber-base-no_aux_structs.stl | 129.3KB | |
| bolthobber-base-with_aux_structs.stl | 203.7KB | |
| bolthobber-slide-no_aux_structs.stl | 88.0KB | |
| bolthobber-slide-with_aux_structs.stl | 157.8KB | |
| bolthobber.scad | 7.0KB | |
| bolthobber_base+slide_tb626ZZ.stl | 356.8KB | |
| washers.stl | 477.2KB |