Baofeng UV-S9 Plus TPU Case 3D Printer Model
The file 'Baofeng UV-S9 Plus TPU Case 3D Printer Model' is (stl) file type, size is 2.6MB.
The file 'Baofeng UV-S9 Plus TPU Case 3D Printer Model' is (stl) file type, size is 2.6MB.
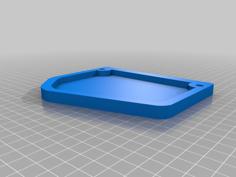
This is a TPU case for the Baofeng UV-S9 Plus radio.
There are two files, one with the letters "UV-S9 Plus" and one with no letters written on the part..
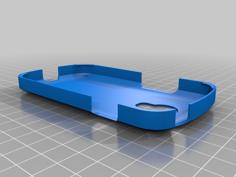
The case will offer a bit of protection from bumps and bangs for sure, but in reality the primary goal for this case was just to cover the little charging port protrusion on the battery.
When holding the radio, my finger naturally falls in the area of the charge port protrusion and the feeling of the edge of the protrusion on my finger is for me distracting to the point of annoyance.
I'm happy to say that, for me at least, this case alleviates that issue.
I tried to make the case as simple as possible to print, however, it does require some support.
(case is best printed laying on its back)
I have printed about 10 cases in all now including the UV-5r cases and found a few settings in Cura that helped produce decent prints with TPU on my Ender 3 Pro.
I'll list these below as maybe a starting point for someone who doesn't print TPU much.
Enable Retraction = True
Retract at layer change = True
Retraction distance = (as little as possible)
I have a single gear, direct drive extruder and kept it a 1.5 mm
Maximum Retraction Count = 10
Minimum Extrusion distance window = 1.5 mm
Combing mode = within infill
Max comb distance with no retract = 10.0 mm
Infill density = 30.0
infill pattern = cross
Flow = 120 % (setting is under material in Cura)
my extruder is a very simple, single gear, direct drive extruder (calibrated) and I was having horrible under extrusion untill ajusting this setting.
Slowing the print speed didn't help at all...
I don't have under extrusion issues with other materials, so in all, I believe it's just the TPU compressing/"squishing up" inside of the hot end.
The Flow setting is something you may need to experiment with if having extrusion issues with the TPU.
Enable cooling = off
Support pattern = Triangles (seems to make it easier to separate the support material from the part)
Support Z Distance = 0.22mm (also for helping the separation since running flow at 120%
Support Density = 5% ( Less than 10% unless you just like pulling out support material :)
Support interface pattern = Triangles
Everything else left alone under the Cura "Standard Quality-0.2mm" settings and "Generic TPU 95A 0.4 nozzle" selected.
Any questions, comments and especially posted makes welcome! :)
73! KQ4JIT
| S9_Plus_No_Letters.stl | 2.9MB | |
| S9_Plus_With_Letters.stl | 3.4MB |