After 2yrs of nozzle designing , I believe These are the best nozzles ever, You can have them touching the hot block and as long as you are printing under 300C. they wont deform, and no more nozzle bumps! if the nozzle hits a gob of plastic its soft enough where these can squish over the gob, instead of a regular nozzle hitting and shifting your whole x and y axis off a milimeter , half way through a 22hr, half kg print.
SLA printers are the best for molds, but this will work with FDM just need to use the mold release spray.
Flahforge website sells 4k SLA printers for 50$ free shipping they are returns ,typically nothting is wrong with them they just need the plastic sheet changed that is on the bottom of the vat.
these are zero learning curve machines, I used the foto 8.9 plugged the ethernet in and network printed using flashprintDL just changed to .05mm layers and that was it perfect prints.
then just Wash with water and cure under a cheap strip of blacklights
is used Nova water washable Resin cured properly, doesnt need mold realease spray, infact i will mess up the curing (by puddling in the corners so dont use )
mix in the outer mold body on the scale, tare the scale, then scoop 10gm of silicone and add .3gm of part B = .3cc of a TB/1cc syring or 30units of insulin syringe. best is if you can use a dropper from tincture bottle with measurement markings. that will leave you enough extra silicone mix for error, for the first time definitly use 10gm.
After you get comfortable with the process you can use 8.5gm part A is all you need if your don't waste any then just round down to .25cc with part B, tincture droppers usually have a mark at .25cc which make this easy to measure, since the silicone is expensive 50$/kg, so saving 1.5gm each time will add up if you making a lot of these.
after you mixed well enough.
then - degass I have HVAC tech equipment so I used that, but its overkill for this. there is plenty of diy methods on you tube.
then screw in the center part with four M3x12mm self threading screws and the slicone with start to spill over and just let it happen just wipe from the sides but overfill on top let it cure for overnight or 24hrs or more
after curring cut away with xacto excess silicone , then used little spatula to free center part from mold
then just remove center piece from silicone
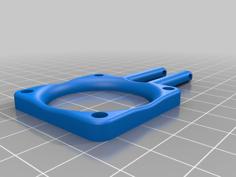
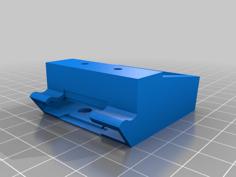
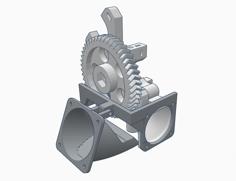
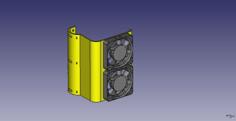
| 60a_silicone_mold_nozzle_30mm_fan.step | 151.0KB | |
| middle_mold.stl | 553.1KB | |
| outer_mold.stl | 176.7KB |