10M Test V2 – 10 Minute Mini Calibration Print 3D Printer Model
The file '10M Test V2 – 10 Minute Mini Calibration Print 3D Printer Model' is (stl) file type, size is 23.8KB.
The file '10M Test V2 – 10 Minute Mini Calibration Print 3D Printer Model' is (stl) file type, size is 23.8KB.
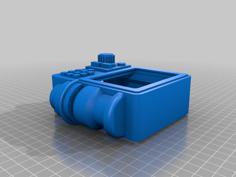
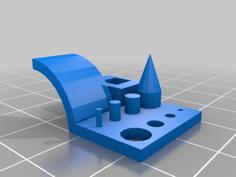
The 10M Test can be printed in 10 minutes This is a very compact test and calibration model for 3d printing and supposed to supersede my previous model https://www.thingiverse.com/thing:1815784, while keeping the core idea of a 10-minute test. It's goal is to make a test print for various design elements.
Main goal was to make a calibration test as tiny and effective as possible for regular 0.2mm resolution prints
Save as much material as possible
Save as much printing time as possible
Show useful test results for retraction and printing quality
There are plenty of other test models out there, either with a very big range of tests, or just one test. Usually they are using a lot of printing material and printing time. However I just wanted to make a quick check, if printing results are okay. Compared to my V1 design, which was really useful over the years, I felt that within 10 minutes more could be tested.
Fast: Print in less than 10 minutes (depends of course on printer speed)
Small and lightweight: 1.3g at 40x13x12mm
3D printer friendly: No supports, rafts, brims, ...
Bridging at ~ 16mm: Top bridge with 1 layer only (0.2mm) and bottom bridge with 3 layers (0.6mm)
Stringing and oozing check between left and right tower
Overhangs at 40°, 50°, 60°, 70°, topped with a 9 x 9 mm square surface
Slots/gaps at 0.1mm, 0.2mm, 0.4mm, 0.6mm, 0.8mm, 1.0mm
Fillet 2mm and 6mm in layer direction
Chamfer 45° in layer direction
Letters with 4mm height
Tapered tip 45°
Inner edge 90°
Use overhang structure as a handle to easily remove from a sticky printing bed
Top and bottom layers: Make sure to have enough layers, so that there is no infill below the text and gaps/slots!
Layer height: Can be also printed with other layer heights than the "default" 0.2mm, but check layer amount setting, tip #1. Also note, that the top bridge has a height of 0.2mm, which may have then more than 1 layer (e.g. at 0.1mm layer height) or disappear entirely with higher layer heights - though all depends on the slicer settings.
Overhang: The upper overhangs at 60°, 70° are of course challenging, don't be too sad if that won't work out well. IMO good designs for 3d printables should anyway never have overhangs >45°. If the top square is off, then the 70° might be too much of an overhang to handle.
| TestModelV2.stl | 93.6KB |